
先週に引き続き、今回も職場案内の第二弾です。
当社は生産拠点が2箇所あります。
その内の一つが、先週ご紹介した板金工場です。
「生産管理」「技術」「営業」のオフィスがあり、製造フロアでは板金加工をメインとした「第二製造課」が職務に当たっています。
最新鋭の設備群と、それらをネットワークで繋いでデジタライズされた「ものづくり拠点」。
当社の様な小さな企業にも、ICT化の大きな波はやってきています。
一方で今回ご紹介する「溶接工場」は、やや趣きが違います。
こちらの工場も全作業ブースにタブレットが配布されており、それぞれが当日の作業タスクを確認したり電子化された図面データなどを確認したり・・
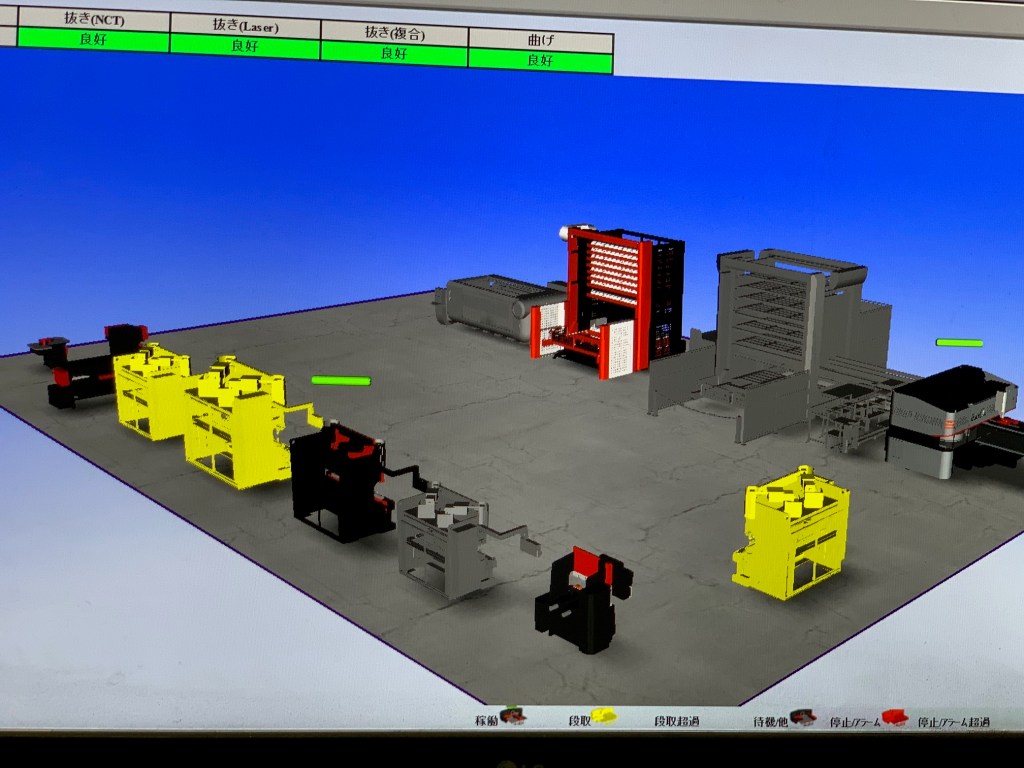
大型モニターでネットワーク化された板金工場の稼働状況を把握できたりと、スマートファクトリーっぽい環境は整いつつあります。
でも仕事内容的には、板金加工とは大きくイメージが異なります。
そこで今回は、求人情報を補完する意味で「溶接工場」を詳しくご紹介させて頂きます。
溶接工場

溶接工場は二棟ある工場の内、南側にある建物です。
板金工場との間には別の企業様の工場がありますので、事実上地番は別となります。
こちらには「総務」「社長室」のオフィスが外階段を上った2Fにあり、1Fには「品質管理課」と「工場長」のオフィス、製造フロアでは「溶接」「組立」を行う第一製造課が業務に当たっています。
この第一製造課は社内一の大所帯の部門で、総勢14名のスタッフが在籍しています。
従業員全体の30%以上・・・
この部門を、若い課長と3名のリーダーがサポートする体制です。
当社の事業規模でこれだけの溶接工を揃えている会社はなかなか無いんじゃないかな・・と自負しています。
世代も20代~60代と幅広く、職歴30年以上の方もいれば、まだ半年の方もいます。
個性的なメンバー達ですが、チームワークは抜群に良いんじゃないでしょうか。。
現在14の作業ブースがありますが、今後はレイアウト変更をして、あと2~3ブースは増やしていきたいな・・と考えています。
溶接作業とは・・・

「省力化」「自動化」「スキルレス(省熟練化)」をテーマとした板金工場に対し、この溶接工場で行う仕事は「職人」の領域に近いものです。
量産品であれば、溶接ロボットの導入で自動化を図ったり、治具化などで省熟練化を進めるところですが、いかんせん前回お話しした通り当社が要求されるのは「多品種少量生産」です。。。
つまり一人一人の職人が、製品を一つずつ図面を見ながら手作業で組み立てていく作業。
定型業務の作業マニュアルなどは整備していますが、数千、数万種類ある製品一つ一つの手順書などはありません。
なので担当する職人の技能レベルや、その経験による「引き出し」の多さに、生産効率やモノの出来栄えが左右されるような仕事なんです。
一言に「溶接」と言っても、実は様々な種類があります。
私たちがメインで行うのは「半自動溶接」と呼ばれるものです。
使用するワイヤーはφ0.9、たまに厚板をやるときだけφ1.2を使ったりもします。
あとはTIG溶接も少々。
取り扱うのはほとんどが”鉄”で、恐らく全体の95%くらいだと思います。
たまにステンレスやアルミのお仕事もありますが、非鉄類は5%未満です。
大きさは大小様々ですが、板厚レンジとしてはt1.2~t9.0辺りで、やはりメインはt2.3になります。
溶接は製造工程の中でも「特殊工程」に位置付けられ、高い技能が求められると共に、深い知識や経験が要求される職務です。
一生モノの「技能」を身に付けられますので、「手に職を・・・」と考えている方にはピッタリかも知れません。
仕事の流れ
これは全社共通ですが、朝は8:30始業です。
およそ5~10分の朝礼を各部門で行い、その後それぞれの担当場所で業務開始。
午前/午後に10分ずつ、お昼は40分で合計60分の休憩があり、終業時刻の定時は17:30となります。
製造業ですので時間はキッチリしていますよ。
区切りの時間にはチャイムの合図があり、”メリハリ”を付け易い環境だと思います。
それぞれの作業ブースには標準工具や計測器類が常備され、割り当てられた場所で一日作業に当たります。
溶接スタッフは一日中溶接業務を担当するわけですが、基本的に同じ製品をずっと作り続ける様な感じではありません。
先述の通り「多品種少量生産」ですからね。。
一つの製品を仕上げたらまたすぐ次の製品・・といった具合で、平均すると一日あたり10~30種の商品を生産していくイメージです(製作に2日掛かるような”大物”も中にはありますけど・・・)。
「何をやるか」は、その人のスキルに応じて課長や工場長が配膳をしていきます。
全ての製品にST(スタンダード タイム=標準作業時間)が設定されていますので、そのST時間内で作業を完了させられる様に、手際よく作業を進めていきます。
特徴的なのは、複数名で一つの製品を”流す”様な作り方はしないというところです。
自分の担当製品については、「仮付け」「本溶接」「仕上げ」「水密処理(コーキングやカラーチェック)」から「工程内検査」まで、自分自身で最初から最後まで行います。
もちろんすぐ近くには先輩社員や管理職の方がいますので、分からないことも訊き易い、教えて貰い易い環境ですので安心してくださいね。
ストロングポイント

「溶接」は、他の競合他社と比して当社の大きな「強み」の一つです。
上述の通りこれだけの人数の職人が在籍しているという意味で、内製能力の高さはもちろんですが、それぞれの技能レベルもお客様からは高い評価を頂いています。
最近も既存顧客である大手工作機械メーカー様の新商品を試作させて頂きましたが、「何社か試作を依頼しましたが、御社の様な溶接品質で仕上げられた協力工場はありませんでした」という評価を頂き、量産化のオーダーを頂けることになりました。
また現在取り組んでいる新規の設備メーカー様からも、「日本全国回って何十社と当たりましたが、御社が一番の出来栄えです」という評価を頂き、新規で口座開設する運びとなりました。
それは元々の創業が「溶接」から始まったことに由来するからだと考えています。
先代社長(現会長)の創業時、当社は「溶接の業務請負」という業態でスタートしました。
あるのは溶接機2台だけ・・
そこから溶接の技術を磨き続け、今では多くのお客様からの信頼を得られるようになりました。
もちろん失敗したこともあれば、大変だったこともたくさんありますけど。。
でも「溶接屋」だった私たちだからこそ、そこが今でも最大の”売り”であり続けていられるんだと思います。
今では大規模な生産設備をいくつも揃え、「板金加工の総合メーカー」として一貫生産が可能な体制となりましたが、この溶接工程こそ創業来の「技術立社」の精神が今も息づいている象徴的な工程です。
機械設備はお金で買え、同じ機械でやれば当然同じものが出来上がります。
しかしこの「溶接」に限って言えば、そういう訳にはいきませんからね。。。
これからもこの当社のストロングポイントである「溶接」を更にブラッシュアップし、より高みを目指して成長させていきたいと思っています。
